東營專業(yè)彩色鋁氧化廠家
發(fā)布時間:2021-12-22 01:19:49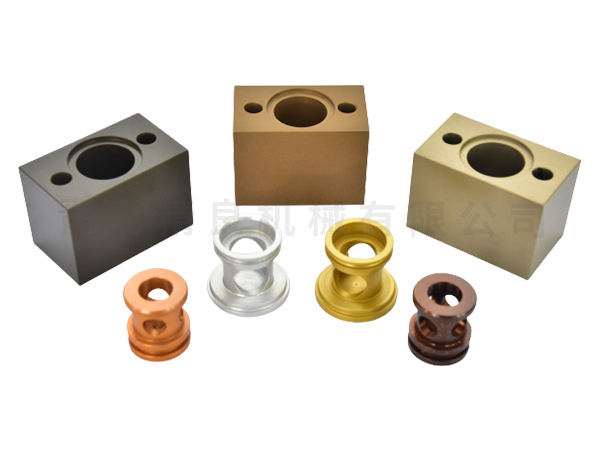
東營專業(yè)彩色鋁氧化廠家
2.發(fā)展耐磨性能鋁合金型材板材尤其簡易被刮傷和損壞,鋁合金型材的強度到底不可以與不銹鋼板材較為。而根據(jù)陽極氧化處理的鋁合金型材表面就十分硬實,空氣氧化膜強度能抵達300HV.因此十分的耐磨損,也不容易刮傷。3.室內裝修金屬鋁表面上色鋁合金型材陽極氧化處理注漿加固前,表面會出現(xiàn)十分多而緊密的孔隙度,非常簡單吸咐一些金屬鹽或染劑,進而使金屬鋁表面組成豐富的顏色。4.發(fā)展絕緣性能我們了解鋁的導電率是十分好的,但鋁合金型材在一些場所要求絕緣層。陽極氧化處理的鋁合金型材空氣氧化膜不是導熱的,因此倘若要求使用絕緣層的場所就需要開展陽極氧化處理解決。

東營專業(yè)彩色鋁氧化廠家
電鍍工藝與陽極空氣氧化的差別你清楚嗎?一:解決辦法不一樣電鍍工藝是將待電鍍材料做為負極,與涂層金屬材料的同樣的金屬復合材料做為陽極(亦有選用不可溶陽極),鋰電池電解液為帶有的涂層金屬離子的水溶液;陽極與負極間鍵入一定的電流量。涂層原材料與待電鍍工藝的原料是不一樣的這兩種原材料,如鈹銅電鍍鎳,鈹銅為板材,鎳為涂層。陽極空氣氧化運用有機化學或光電催化解決,使金屬表層轉化成一種帶有該金屬材料成分的皮膜層。等待處理的資料做為陽極,在指定的鋰電池電解液中根據(jù)另加電流量使其表層生成膜層的一種材料保護。如鋁合金型材空氣氧化,在是在鋁合金型材表層產(chǎn)生一層三氧化二鋁的塑料薄膜,三氧化二鋁酸類平穩(wěn),不容易再空氣氧化,不會受到酸浸蝕,還能夠染上各種顏色。
東營專業(yè)彩色鋁氧化廠家
原因:1)改革開放意識,引進國外先進技術,加快的建設,無疑是明智的。但陷入很大的盲目性,在引進技術在中國,這兩個花費巨額外匯,并阻礙了民族工業(yè)的發(fā)展。同時,也有一種傾向,低估了國內的研究成果,防止了推廣和應用,國內的科技成果。2)技術方面的原因:在整個鋁行業(yè)現(xiàn)狀,氧化著色技術人才,從冶煉,熱處理,機加工等專業(yè)的職業(yè)生涯,主持改革進程是困難的。而且在一段時間內對外國添加劑后,他們熟悉國外技術的基本規(guī)律,掌握他們改用國產(chǎn)藥總是擔心會不會影響到生產(chǎn)和自己的未來,這是另一種由技術人員阻力。

東營專業(yè)彩色鋁氧化廠家
鋁合金型材空氣氧化上色實際上便是為,鋁合金型材零件穿上好看的外套。通過染色法解決的金屬鋁,色調美觀大方,艷麗,抗腐蝕,耐磨性能及絕緣性能高過一般的金屬鋁。陽極氧化的工作原理:將鋁的產(chǎn)品懸在適度的溶液的酸堿性內,為此作陽極氧化開展電解法。在電解法全過程中,水里的氫氧根離子在陽極氧化釋放電子器件變成水和新環(huán)境的氧,它使鋁氧化處理成偏厚的氧化鐵膜,由于這一環(huán)節(jié)是金屬制造作陽極氧化被氧化的,因此稱為陽極氧化處理。金屬鋁經(jīng)陽極處理后,再經(jīng)上色,封閉式,解決即成上色品。

東營專業(yè)彩色鋁氧化廠家
以鋁合金型材硬質氧化加工工藝規(guī)定為例子:1.鈍角倒圓。被生產(chǎn)加工零件不允許有鈍角,毛邊及其其他各種各樣銳利的有尖角的位置由于硬質氧化,一般陽極氧化處理時間均是相當長的,并且空氣氧化全過程(A1O2→a12o3q)自身便是一個化學反應。又因為一般零件邊角的地區(qū)通常也是電流量比較集中化的位置因此這種位置容易造成零件的局部性超溫,使零件被燙傷。2.專用夾具因硬質的陽極氧化處理的零件在空氣氧化全過程中,要承擔很高的工作電壓和較高的電流量,一定要使卡具和零件能維持極優(yōu)良的觸碰,不然將因松動而導致?lián)p壞或燙傷零件觸碰位置的問題。因此需要對不一樣樣式的零件,及其零件空氣氧化后的主要需要設計和生產(chǎn)制造專用夾具。3.零件規(guī)格的容量因硬質氧化膜的薄厚較高,因此如必須進一步生產(chǎn)加工的鋁零件或之后必須安裝的零件,應事前留出一定的加工的剩余量,及特定夾裝位置。因硬質的陽極氧化處理時,要更改零件規(guī)格,故在機械加工制造時,要提前預測分析,空氣氧化膜的很有可能薄厚和標準公差,然后在明確陽極氧化處理前的零件具體規(guī)格,便于處置后,符合要求的尺寸公差范疇。

東營專業(yè)彩色鋁氧化廠家
怎么搞好陽極氧化處理,大家綜合性幾個方面重要因素:A電拋光做為陽極氧化處理前解決關鍵階段,溫度,時間,槽液配制至關重要;B陽極氧化處理槽做為全部生產(chǎn)流程核心的階段,溫度,電流強度,鋰電池電解液濃度值,時間幾個方面重要因素;C陽極氧化處理后處理工藝中的注漿加固很重要,一樣在于溫度,時間;總的來說,鋁合金陽極空氣氧化達標的商品關鍵在于槽液配制,溫度,時間;比較簡單,只需仔細細心,大家都能夠 搞好鋁合金陽極空氣氧化。